
 一、柱状元件的安装工艺1.合格安装柱状形表面元件的圆柱体端帽在安装时应无偏移地放置在焊盘正中位置上,如图1所示。
一、柱状元件的安装工艺1.合格安装柱状形表面元件的圆柱体端帽在安装时应无偏移地放置在焊盘正中位置上,如图1所示。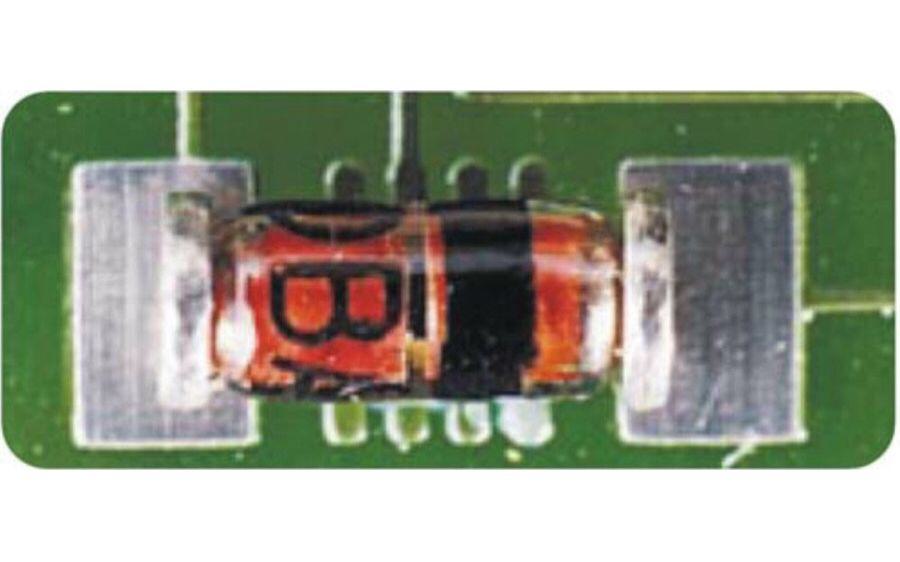 图12.侧面偏移安装要求柱状形表面元件的侧面偏移距离 A 应小于元件直径宽度 W 或焊盘宽度 P 的四分之一(25%),如图2所示。
图12.侧面偏移安装要求柱状形表面元件的侧面偏移距离 A 应小于元件直径宽度 W 或焊盘宽度 P 的四分之一(25%),如图2所示。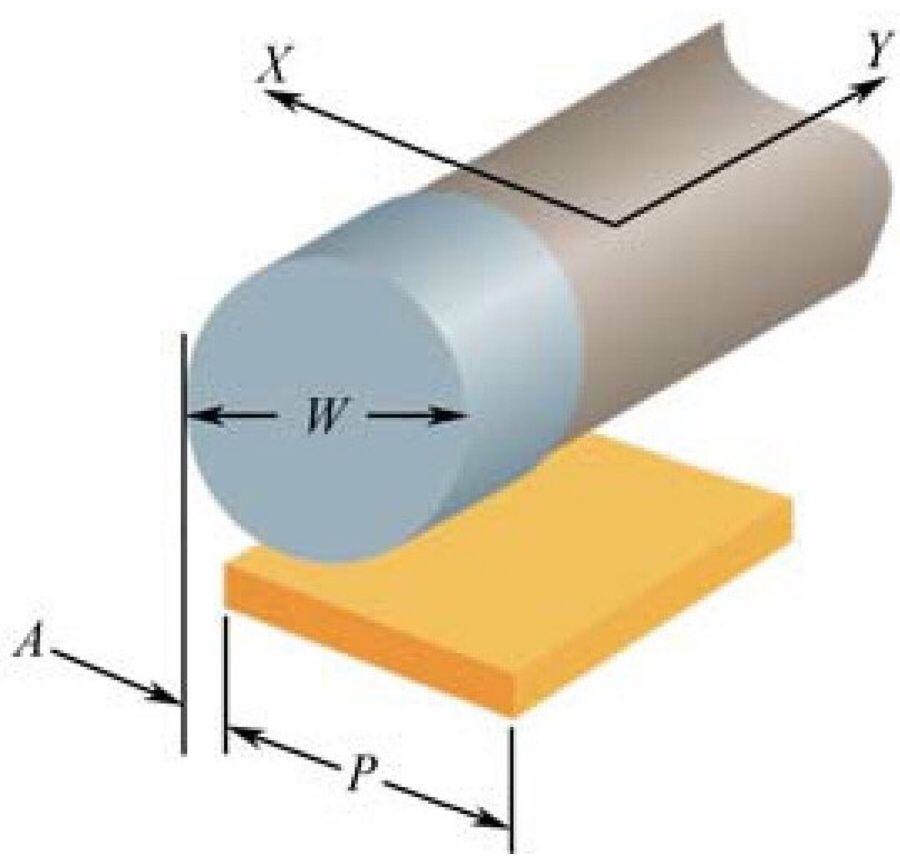 图23.末端偏移安装要求柱状形表面元件的焊接端极的末端偏移距离B,如图3所示。装焊时要求B无任何偏移,焊接出来的产品才能视为合格。
图23.末端偏移安装要求柱状形表面元件的焊接端极的末端偏移距离B,如图3所示。装焊时要求B无任何偏移,焊接出来的产品才能视为合格。 图3
图3 二、柱状元件的焊接工艺圆柱状元件在焊接时其焊接面主要是在圆柱体端帽面积上,因此要求端帽在焊盘上的焊料润湿、焊点光滑,有良好的焊缝,如图4所示。
二、柱状元件的焊接工艺圆柱状元件在焊接时其焊接面主要是在圆柱体端帽面积上,因此要求端帽在焊盘上的焊料润湿、焊点光滑,有良好的焊缝,如图4所示。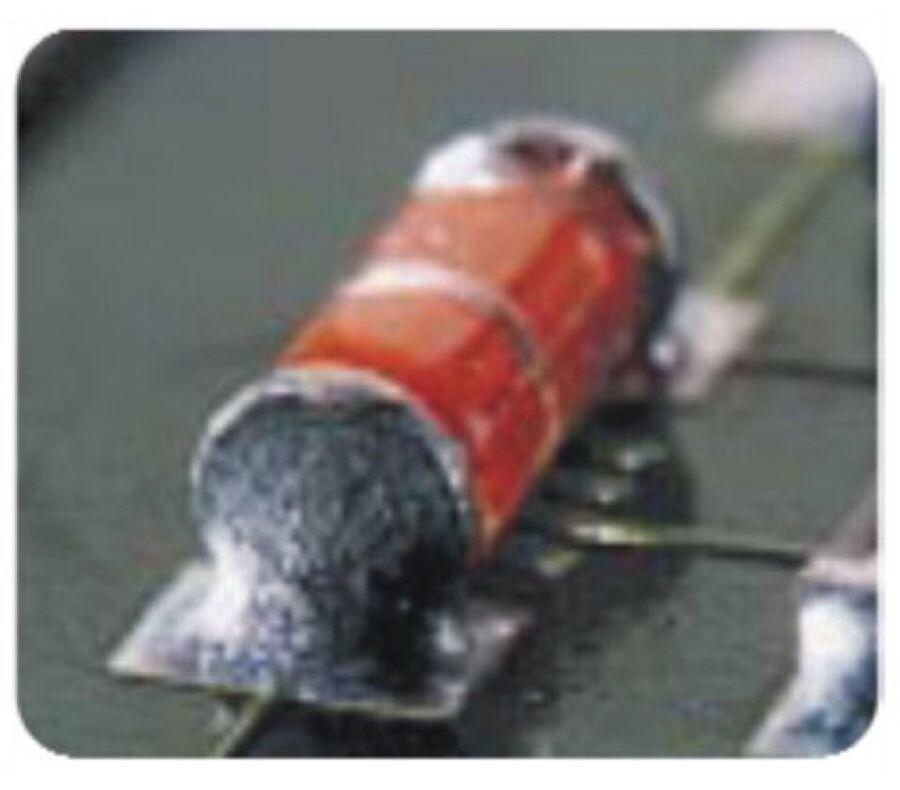 图4对这种具有圆柱状结构的表面元件,焊接时的详细工艺要求包括以下几个方面。(1)末端焊点宽度要求柱状元件的末端焊点宽度C应等于或大于元件直径宽度W或焊盘宽度P;如果C不足W或P的75%视为不合格,如图5所示。
图4对这种具有圆柱状结构的表面元件,焊接时的详细工艺要求包括以下几个方面。(1)末端焊点宽度要求柱状元件的末端焊点宽度C应等于或大于元件直径宽度W或焊盘宽度P;如果C不足W或P的75%视为不合格,如图5所示。 图5(2)侧面焊点长度要求柱状元件的侧面焊点长度D应等于元件端头长度R或焊盘长度S;如果D不足R或S的75%应视为不合格,如图6所示。
图5(2)侧面焊点长度要求柱状元件的侧面焊点长度D应等于元件端头长度R或焊盘长度S;如果D不足R或S的75%应视为不合格,如图6所示。 图6(3)焊料高度要求柱状元件的最大焊料高度E允许超出焊盘,或焊料爬升至元件的焊端帽顶部,但要求焊料不能触及到元件体,否则应视为不合格,如图7所示。
图6(3)焊料高度要求柱状元件的最大焊料高度E允许超出焊盘,或焊料爬升至元件的焊端帽顶部,但要求焊料不能触及到元件体,否则应视为不合格,如图7所示。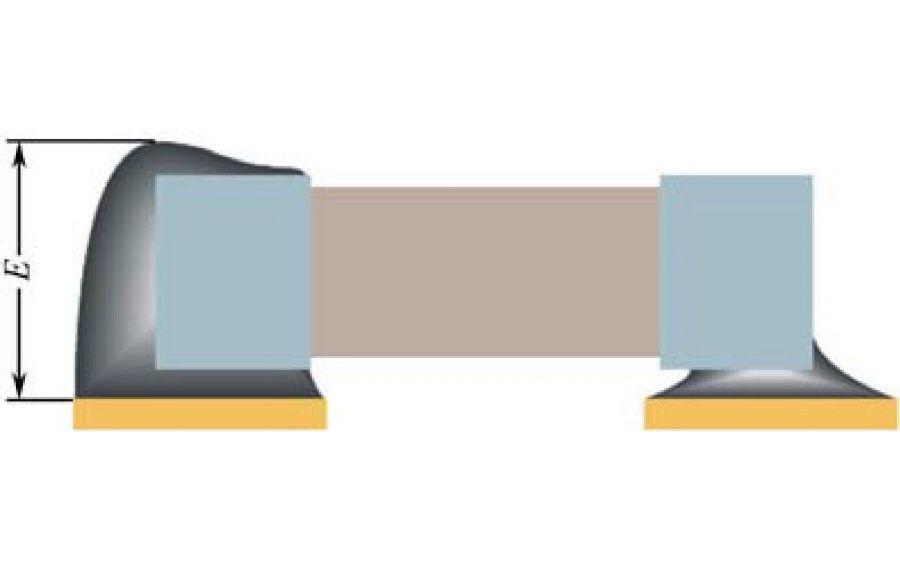 图7柱状元件的最小焊料高度F,要求是焊锡厚度G加柱状元件末端端帽直径W的四分之一(25%),如图8所示。
图7柱状元件的最小焊料高度F,要求是焊锡厚度G加柱状元件末端端帽直径W的四分之一(25%),如图8所示。 图8(4)柱状元件的末端重叠要求柱状元件的末端重叠距离J,应大于柱状元件端头长度R的75%,否则应视为不合格,如图9所示。
图8(4)柱状元件的末端重叠要求柱状元件的末端重叠距离J,应大于柱状元件端头长度R的75%,否则应视为不合格,如图9所示。 图9圆柱体端帽可焊端焊缝要求见表1。
图9圆柱体端帽可焊端焊缝要求见表1。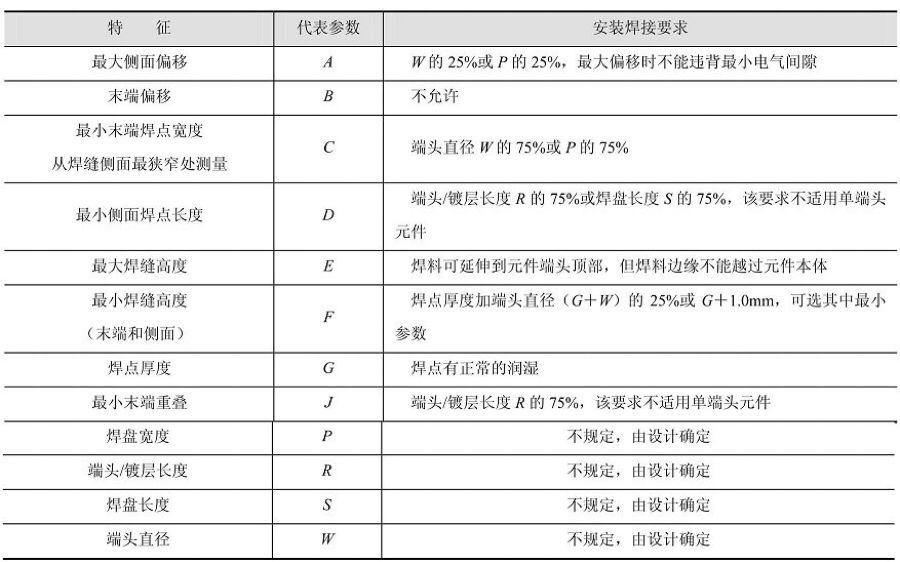 根据李晓麟老师的印制电路组件装焊工艺与技术改编
根据李晓麟老师的印制电路组件装焊工艺与技术改编

长按二维码识别关注我们